Bearing
BEARING (CLICK AND KNOWS MORE ABOUT IT )
If you know the Bearing nomenclature procedure and its simple calculations, you can easily identify and decode Bearing details by its Bearing number.
A Bearing number contains many hidden information about the bearing in itself. The bearing no (pattern number) provide us enough details about the bearing silently. In this post, we will discuss about How to Identify Bearings by Bearing Number.
Let us take an example to understand the bearing nomenclature more easily. Suppose, we have a bearing whose patt no is 6305ZZ. Let us divide it in sub components. Here ‘6‘ indicate bearing type. There are few companies which use their separate identifying nomenclature. However, most of them follow a common standard for bearing nomenclature.

Fig. 1 – Bearing Number Nomenclature
Table of Contents
Types of Bearings and Their Code in Bearing Number
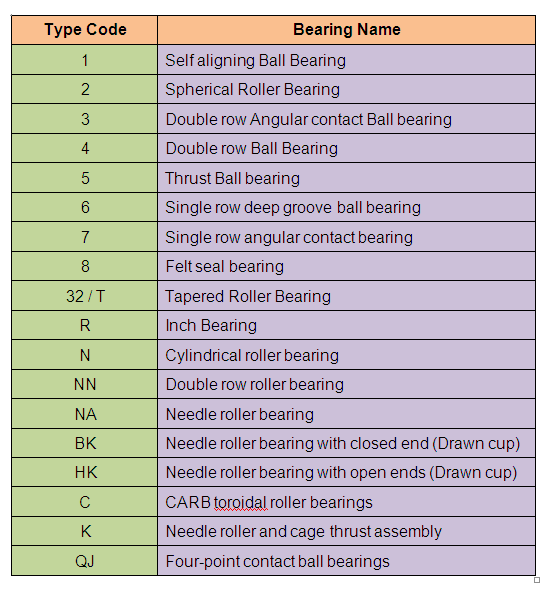 Fig. 2 – Types of Bearings and their Codes
Fig. 2 – Types of Bearings and their Codes
Thus, we can easily identify now that in case of bearing 6305ZZ, the first digit ‘6‘ means the bearing type is ‘Single row deep groove ball bearing’.
In case of Inch bearings, the bearing’s first digit will be ‘R’. After ‘R’, the size of the bearing will be given in 1/16th of an inch. To understand it better, Lets take an example of Inch bearing. Suppose, we have R4-3RS bearing. Here, R4 means, it is an inch bearing whose bore size is 4/16th or you can say 1/4th of an inch.
Bearing Series and Their Code in Bearing Number
The second digit of a bearing patter number indicates the bearing series. Series of a bearing denotes the toughness of the bearing. They are:
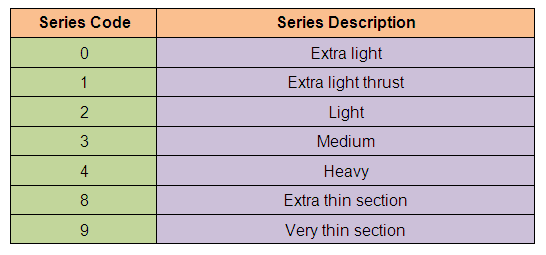 Fig. 3 – Series (Toughness) of Bearing
Fig. 3 – Series (Toughness) of Bearing
Thus, we can identify now that in case of bearing 6305ZZ, the second digit ‘3‘ means the bearing is of medium toughness.
Bore size of Bearing
The third and fourth digit of bearing patter number indicates the bore size of bearing. It is the inner diameter of the bearing and measured in millimeters. In general, the bore size is equal to five times the third and forth digit of bearing’s patter number. However, from ‘0’ to ‘3’, this formula does not imply. The bore size indicated by ‘0’ to ‘3’ are :
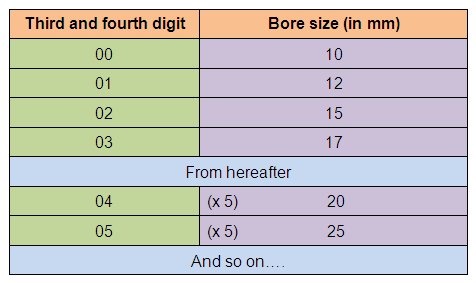 Fig. 4 – Bore size of bearing
Fig. 4 – Bore size of bearing
Note : In case there is no fourth digit, then the 3rd digit indicates the bore size in mm. For example: in case of bearing 636, the bore size of the bearing will be 6mm.
Thus, we can identify now that in case of bearing 6305ZZ, the third and fourth digit ‘05’ means the bearing’s bore size is 25 mm.
Shielding/Sealing/Specialty of Bearing in Bearing Number
The last letters of the bearing indicates the availability/unavailability/type of shielding or sealing and other specialty in the bearing. The various types of indications are:
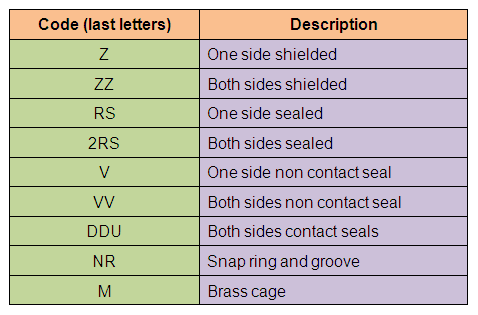 Fig. 5 – Sealing/Shielding/Any other details of Bearing
Fig. 5 – Sealing/Shielding/Any other details of Bearing
Thus, we can identify now that in case of bearing 6305ZZ, the last letters ‘ZZ’ means the bearing is shielded from both sides.
Coming to the conclusion, we can now easily decode bearing number of most of the bearings. Here, Bearing 6305ZZ means “it is a Single row deep groove ball bearing having medium toughness, with a bore size of 25 mm and is shielded from both sides.
Interesting???? Isnt it? Its fun to decode bearing number. Try some more bearings pattern no and check how accurate you are.
Calculating Grease Quantity, Frequency
Use this handy tool as a general guideline for establishing grease frequency and volume in bearings. If you need help creating precision calculations for your equipment, consider Noria's Lubrication Program Development services.
Grease Volume and Frequency Calculator
Units of Measurement
Sizing Source 
Bearing Type:
Width:
in
Outer Diameter:
in
Shaft Diameter:
in
Shaft RPM:
Operating Temperature:
Particle Contamination:
Moisture:
Vibration:
Position:
The values calculated are based on the data that is input and may not reflect actual in-service environments. To increase the accuracy of regrease volumes and frequencies we recommend the use of condition-based tools such as grease analysis and ultrasound.
To calculate grease quantity, you need the bearing’s physical dimensions (primarily the outside diameter and width). Once you have these two measurements (in inches), you multiply them together and then multiply by 0.114. The resulting answer is the grease quantity in ounces.
This formula can be used with metric measurements as well; just use 0.005 instead of 0.114. The result will be grease quantity in grams. This formula works for all bearings and is widely accepted as the best way to calculate grease quantity.
Once the required grease volume has been calculated, you will need to determine how often to apply that amount of grease. This timeframe is known as the regreasing frequency. This calculation is more complex. The machine’s operating conditions must be collected along with some additional bearing information.
Temperature is known to affect both grease and oil, so naturally one of the first correcting factors that must be collected is operating temperature. The hotter the environment, the more frequently the grease must be replenished. The ambient contamination (how dusty the environment is) and moisture (how humid the environment is) work in a similar manner. The dirtier and wetter the environment, the more often the bearing must be regreased.
Simple things like the bearing’s physical position and vibration will also affect the grease’s run-out and frequency of reapplication. If the bearing is mounted on a vertical shaft, the grease has a tendency to run out of the bearing quicker, thus needing to be replenished more often.
When the bearing is subjected to vibration, it causes the oil in the grease to separate from the thickener, allowing it to drain away from where it is needed much faster. Therefore, these two correcting factors — position and vibration — should be taken into consideration.
The final correcting factor is that of the bearing element shape. This is important because each different element stresses the grease differently. For instance, a ball rolling across the race churns the grease differently than a spherical element, which churns the grease much more heavily.
Below is a chart of these correcting factors and how they operate together. Once they have been calculated properly, the final pieces of the puzzle are the bearing ID and speed of rotation. Through some simple math, you are left with a run-time (in hours) frequency for regreasing.

WHAT'S NORMAL: THE ROLE OF TEMPERATURE IN BEARING APPLICATIONS
OTHER ARTICLES
Maintenance technicians at a glass fabrication plant recently witnessed firsthand how high temperatures can affect and potentially damage rolling bearings. Bearings in a fan used to evacuate superheated air during the glassmaking process began to overheat. Bearing temperatures, which normally hovered around 170°F, climbed to 195°F. While the fan continued to run, plant technicians consulted with a bearing engineer to devise a solution. But their efforts came too late: By the time the meeting ended, the grease inside the bearing had dried up and smoke had begun to emanate from the bearing, causing shutdown.
Failure analysis quickly pinpointed a cause: process temperatures of 1000°F or more produced in the glassmaking process and resulting in an ambient temperature of 220°F. The plant immediately took steps to shield fan bearings mechanically from the worst of this heat. In addition, the “floating” bearing in the fan arrangement was offset in the housing, providing it with more room to travel axially to accommodate shaft expansion.
Higher-than-normal operating temperatures, whether caused by ambient conditions or generated within the bearing itself, have the potential to harm rolling bearings. Normal operating temperatures differ, depending on the application. Maintenance technicians should be aware of these differences – and should know the common causes of, and remedies for, bearing overheating.
Electric Motors
Electric Motors
The ball bearings used in most electric motors are pre-greased, shielded ball bearings. Normal motor bearing operating temperatures range from 140° to 160°F. As in all bearing applications, this measurement should be taken at the bearing outer ring. If the outer ring is inaccessible, take the measurement at the housing and add 15° to 20°F to estimate the correct bearing temperature.
The grease provided in shielded electric motor ball bearings remains effective to approximately 200-210°F. For electric motors used in high-temperature environments, special consideration should be given to the bearing lubricant.
Overheating in electric motor bearings is generally lubricant-related. For example, when relubricating open bearings, users may inadvertently employ a low-temperature grease which does not provide adequate viscosity at the normal operating temperature. Or the user may overgrease the bearing, forcing bearing balls to push through excess grease as they rotate. This effect, called churning, leads to a sharp temperature rise. Another cause of overheating is mixing incompatible greases, which can reduce the consistency of the grease and possibly the overall viscosity. To prevent overheating, follow the bearing manufacturer's recommendations carefully when regreasing.
Fans
Commercial fans generally utilize ball and roller bearings mounted in cast iron or pressed steel housings. Fans are exposed to a wide variety of ambient conditions, ranging from sub-zero temperatures for rooftop fans to extremely high temperatures for fans used in industrial processes. Normal bearing operating temperatures vary, depending on the environment and application.
Fans
Commercial fans generally utilize ball and roller bearings mounted in cast iron or pressed steel housings. Fans are exposed to a wide variety of ambient conditions, ranging from sub-zero temperatures for rooftop fans to extremely high temperatures for fans used in industrial processes. Normal bearing operating temperatures vary, depending on the environment and application.
The standard grease in most fan bearings remains effective to an operating temperature of 180°F. If steady-state operating temperatures are higher than 180°F, consider using a grease with a synthetic base oil. Viscosity in a synthetic oil does not vary as much with temperature as in a standard mineral oil, and the rate of oxidation is much slower. For operating temperatures above 200°F, a circulating oil system may be needed. These systems pump clean, cool oil through a bearing arrangement. The oil is then cooled in a reservoir before returning to the bearing.
In hot-gas fans, special measures must be taken to protect bearings from high temperatures. In virtually all cases, an aluminum disk or flinger placed on the shaft between the bearing and the fan casing can act as a heat shield. Often, a blower wheel or compressed air can be used to direct cooling air across the bearing housing or the shaft.
Pumps
Pumps
Depending on the application, normal bearing operating temperatures in pumps range from 100°F to 180°F, with most running between 140°F and 160°F. Although grease is used in some vertical pumps, oil is the preferred lubricant in the majority of pump applications. Standard bearing oils in pumps remain effective to approximately 180°F. If normal operating temperatures are higher than 180°F, a synthetic oil should be used. If temperatures exceed 200°F, a circulating oil system will probably be required.
As in other bearing applications, higher-than-normal operating temperatures in pumps can be caused by bearing overlubrication. Overheating can also be caused by bearing misalignment or ball skidding within the bearing. Specially designed bearings are available to eliminate ball skidding. Ideally, bearing temperatures in pumps, especially those in critical applications, should be regularly monitored.
Gear Drives
Gear Drives
Bearings in gear drives normally operate at 160°-180°F and are lubricated with static oil systems. As improved technology permits reductions in the size of gear drives, there is a growing trend to transmit more power through a given size drive than ever before. This practice can cause bearings in gear drives to run hotter and may necessitate the use of alternative cooling methods. When operating temperatures exceed 180°F, a sump splash oil system should be supplemented with a cooling fan or sump water coils, or replaced with a circulating oil system. If these approaches are not feasible, a synthetic oil approved by the gear drive manufacturer may permit reasonable oil change intervals at the higher operating temperatures.
Bearing installation problems can also lead to overheating in gear drive bearings. When tapered roller bearings are replaced, they can be excessively preloaded or misaligned during mounting, resulting in high bearing temperatures. To minimize overheating, make sure bearings are installed correctly.
Kiln and Furnace Applications
Kiln and Furnace Applications
In tile- and brickmaking kilns, steelmaking furnaces and similar applications, ambient temperatures of 2000°F or more are not uncommon. Here, specially designed deep groove ball bearings are often used in the wheel assemblies of carts and vehicles conveying material through furnaces and ovens. These bearings run at low speeds, require little maintenance and can withstand much higher temperatures than normal bearings. The bearings are heat-stabilized, and bearing rings and balls are coated with manganese phosphate to protect against corrosion and improve dry running characteristics. One variety contains a lubricant paste that remains effective to approximately 500°F. A second variety designed for even harsher conditions has a segmented graphite cage – which serves as the bearing lubricant – and
a temperature limit of 650°F.
a temperature limit of 650°F.
Despite these special designs, high-temperature bearings can overheat and sustain damage if exposed to temperatures above their operational limits. Bearings should be protected from ambient conditions by a housing and/or a heat-shield skirt.
In summary, proper bearing lubrication is the primary concern in all high-temperature applications. That concern is heightened by the trend to run industrial equipment at higher speeds than originally intended, further increasing bearing temperatures. The general rule is to provide the minimum viscosity required at the expected operating temperature: 100SUS (20cst) for roller bearings and 70SUS (13cst) for ball bearings. In addition, the increased thermal expansion of the shaft must be accounted for both axially (to ensure that high thrust loads are not induced) and radially (to ensure that radial internal clearance is adequate to avoid preload). The solution may also entail using a grease with a synthetic base oil or converting to a different lubricant delivery system, such as circulating oil.
This article appeared in the PTDA Supplement.
William H. Detweiler,
This article appeared in the PTDA Supplement.
William H. Detweiler,

Certificate No.CERT001561786-EMI

🥇BE-Electrical🥈 PGDM-Marketing. 🥉Data Scientists. 🏅MEP-Electrical.

This Page is a little effort to make you Sharing of some own materials .This is just a Kick-Start to make the aware of Practical World !!! Best of luck.-DHRUVANG SUTHAR
0 Comments